Биметаллические полотна торговой марки «VariUs»
НВ линейке ленточных пил «VariUs» представлены металлические и биметаллические полотна с материалом режущей части M42 и М51 с содержанием от 8% до 10% кобальта и вольфрама, а также алмазные полотна.
«VariUs» — это беспрецедентный уровень ответственности и качества для заготовительных участков Вашего производства при оптимальной цене!

Для изготовления биметаллического полотна торговой марки «VariUs» используются только материалы европейских производителей со 100% уровнем контроля качества при производстве. Ленточные полотна «VariUs» конкурируют со многими мировыми производителями ленточных пил, такими как Wikus, Lenox, Amada, Arntz.
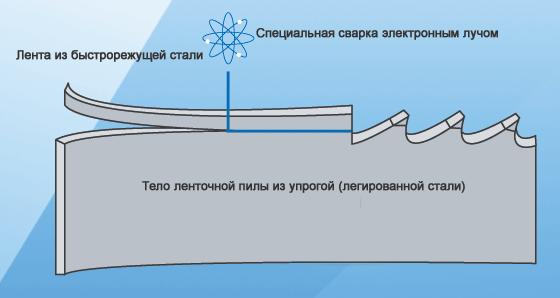
Но в совокупности с высочайшим уровнем технологической поддержки от специалистов компании «ВариУс», как правило, показывают более высокие результаты по стойкости и производительности. В основе любой биметаллической пилы лежит несущее полотно, для производства которого используется высококлассная рессорная сталь.
В производстве самых популярных ленточных пил «VariUs» используется материал М42 и М51. У бюджетных ленточных пил других марок происходит замена дорогостоящих материалов М42 и М51 на менее дорогостоящий материал марки М2. Такая замена, как правило, приводит к снижению общей эффективности пил, что часто делает их закупку нецелесообразной и не рациональной, но позволяет адекватно конкурировать по цене с производителями полотен низкого качества из Китая, Тайваня и т.п. Подробные консультации на этот счет можно получить в отделе сервиса компании ИТЦ «ВариУс».
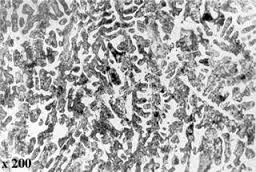
Сталь для ленточного полотна М42 (аналог по ГОСТ 10Р2М10К8) — 8% кобальта
Исключительным качеством данного материалаявляется износостойкость режущих кромок зубьев полотна пилы. Решающим фактором здесь является размер частиц карбидов и их равномерное распределение (в представленной структуре карбиды вольфрама белого цвета равномерно распределены в термостойкой мартенситной основе). Твердость режущих кромок зубьев составляет 67,5–68,5 HRC. Данный материал пригоден для пиления всех основных марок сталей твердостью до 40-45 HRC.
Сталь для ленточного полотна М51 (аналог 12Р10М4К10) – 10% кобальта.
Твердость режущей кромки составляет 69 HRC. Стойкость такого ленточного полотна, как правило, на 10-20% выше, чем у пил с материалом режущей кромки из материала М42.
Сталь для ленточного полотна М2 (аналог по ГОСТ Р6М5) — 6% кобальта
Сталь М2 представляет собой инструментальный материал, широко применявшийся ранее для производства режущих инструментов, работающих на средних скоростях. Основное применение — сверла, фрезы и пилы для операций, не требующих высокой производительности. Максимальное содержание вольфрама 6%. Пила из такого материала также прекрасно держит заточку, но при этом легко ржавеет. Предназначается для ненагруженных операций на невысоких скоростях резания.
Ленточные пилы «VariUs» имеют оптимальную цену при отличном качестве
Качество пил торговой марки «VariUs» подтверждено не только европейским сертификатом качества, но и положительными результатами внедрения на предприятиях Европы, Украины и стран СНГ, которые осознанно выбрали пилы данного бренда.
Приведем несколько примеров использования ленточных полотен «VariUs» на украинских предприятиях в 2014-2015 гг:
-
Задача: порезка заготовки. Материал: сталь 35ХГСА. Цель внедрения: повысить производительность. Решение: пила «VariUs» В3 М42 на станке мод. «Мыть 1-03» позволила производить пиление на увеличенных режимах резания: скорость пилы выросла с 30 м/мин до 50 м/мин, производительность реза выросла до 40 кв.см/мин, как результат увеличена производительность на 25%. Стойкость полотна осталась на уровне пил ранее применявшегося европейского производителя.
-
Задача: порезка заготовки. Материал: сталь 45. Цель внедрения: повысить производительность. Решение: пила «VariUs» В1 М42. На станке мод. EVERISING S-246SA, повысив режимы резания: скорость пилы с 55 м/мин до 65 м/мин и производительность реза выросла до 50 кв.см/мин, была увеличена производительность на 14%. Стойкость полотна осталась на том же уровне, что и ранее применявшиеся пилы известного американского производителя.
-
Задача: порезка трубы. Материал: Труба ГОСТ8732-78 СТСЭВ1481-78. Цель внедрения: снизить расход инструмента для Заказчика. Решение: пила «VariUs» В2 М42. На станке мод.«Мыть 1-03» были отработаны следующие режимы резания: скорость пилы 80м/мин. В результате была увеличена стойкость полотна с 3,12 кв.м. до 5,29 кв.м. в сравнении с ранее применявшимся инструментом.
Покупая ленточные пилы торговой марки «VariUs», заказчики обычно снижают прямые расходы на инструмент, повышая пропускную способность производства без дополнительных инвестиций в новое оборудование. Все что нужно для этого сделать – обратиться за консультацией к специалисту ИТЦ «ВариУс». Весьма часто вопрос решается только путем технологического аудита и выдачей рекомендаций о режимах резания. А также другими техническими подсказками. К примеру:
Приработка ленточного полотна
Одно из важных условий долговечности работы ленточной пилы — это правильно выполненная приработка полотна. Так как острые точные зубья пилы имеют хрупкие кромки при вершине, их необходимо правильно притупить. Кроме того, новые зубья не всегда одинаковые по высоте, что является неизбежным результатом применяемой при изготовлении биметаллических полотен технологии. Правильно проведенная приработка полотна предотвращает скалывание зубьев и позволяет достичь идеальных условий пиления для равномерного износа пилы. Начиная работать с новой пилой, необходимо соблюдать ряд элементарных правил приработки:
-
Выбрать оптимальные режимы резания: скорость и подачу, учитывая размер и характеристики заготовки, например, по таблице из каталога ленточных полотен «VariUs».
-
Уменьшить подачу на 50% и выполнить пиление заготовок площадью реза 300 — 800 см2. Для труднообрабатываемых материалов необходимо увеличить площадь отпиливаемого реза для правильной приработки до 1500 см2. После выполнения приработки постепенно поднять подачу до рабочей.
-
После окончания приработки полотна увеличиваем режимы резания до каталожных либо до оптимальных значений, подобранных вместе со специалистами компании разработчика.
-
Во время приработки, в обязательном порядке, пила должна снимать стружку.
Натяжение ленточного полотна
Одним из ключевых условий работы ленточной пилы является качественное натяжение полотна. Усилие натяжения контролируется встроенными (на некоторых моделях станков) или переносными приборами для замера усилия натяжения полотна — тензометрами. При неправильном натяжении полотна, недостаточном либо избыточном, происходит разрыв пилы или увод пилы в сторону от линии реза. В любом случае, неправильное натяжение полотна радикально снижает ресурс работы ленточной пилы.

Удаление стружки с ленточной пилы во время работы
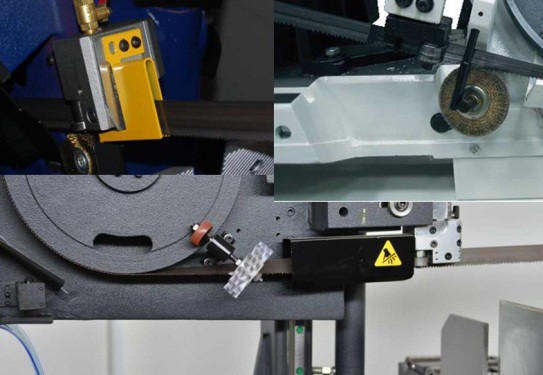
При эксплуатации ленточных полотен следует особое внимание уделять наличию, состоянию и корректному функционированию устройств для удаления стружки с зубьев полотна, а если проще, то — щеток.
О проблемах со щеткой говорит наличие стружки в кожухе приводного шкива ленточнопильного станка. При попадании стружки между полотном и барабаном возможен разрыв пилы либо разрушение приводного шкива станка в результате вибронаклепа стружки.
Щетки бывают двух типов – пассивные и с отдельным приводом. Приводные щётки более эффективны и оправдывают сравнительно небольшие дополнительные затраты при приобретении полуавтоматического станка. Более того, хорошие щетки позволяют в значительной степени экономить средства при эксплуатации оборудования за счет расхода инструмента.
Сервис ленточных пил
Специалистами Группы Компаний Технический Центр «ВариУс» разработана особая программа поддержки Заказчиков. Технологи всегда помогут клиентам подобрать необходимые ленточные пилы и дадут ценные рекомендации при выборе или обслуживании оборудования. Наши специалисты обучат операторов методам правильной работы на ленточнопильных станках, помогут рассчитать режимы резания и поучаствуют в отладке. Приглашаем использовать наш опыт в Ваших целях.
Своевременный звонок в отдел сервиса ИТЦ «ВариУс» позволит сэкономить десятки и сотни тысяч средств Вашего предприятия.